BLOG
油壓閥芯精密研磨專用:CNC磨床與自動化生產解決方案

油壓閥芯的精密研磨,是液壓系統能否穩定運行的核心工序。無論是工業油壓設備、汽車傳動系統還是精密儀器,閥芯與閥體之間的配合間隙通常需控制在數微米以內——一旦偏差,輕則系統效率下滑,重則內部洩漏、設備異常停機。正因如此,液壓元件精密研磨加工對設備選型的要求,遠比一般圓柱磨削更為嚴苛。導入合適的 CNC 磨床(CNC Grinding Machine),並搭配自動化量測與智慧配組技術,製造商才能在高產量的條件下,仍穩定達到閥芯圓柱度與直線度的公差要求。
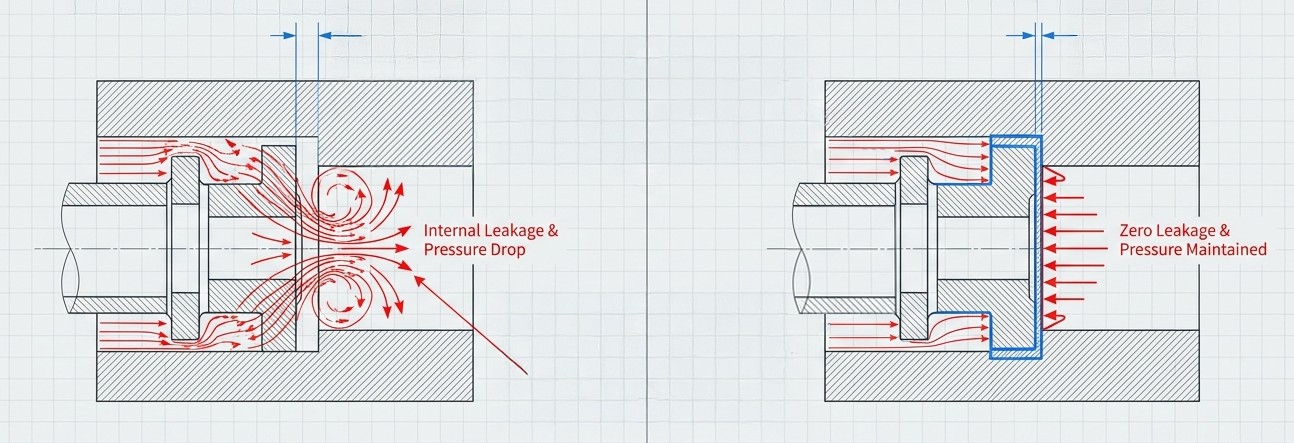
油壓系統以油壓油為媒介,透過油壓泵將電能或機械能轉換為壓力能,以驅動各種機械設備。為確保系統穩定,高壓油壓油的供應需經由多種油壓元件調節適當的壓力與流量,其中油壓閥在系統中扮演關鍵角色。油壓閥的精度直接影響油壓系統的穩定性。油壓閥芯與閥體的高精度配合能確保良好的密封性並精確控制流量,就如同油壓系統的中樞神經,掌控整體運行效率與穩定度的關鍵元件。
〈延伸閱讀:磨床是什麼?製造業精密加工必備〉
.jpg)
油壓閥芯精密加工:如何挑選適合的CNC磨床?
在液壓元件的製造過程中,油壓閥芯的精密研磨是決定系統密封性與控制精度的關鍵工序。選型前建議先釐清三個核心條件:閥芯材質(合金鋼/熱處理鋼)、幾何公差等級(圓柱度/圓度/直線度要求),以及生產批量(小批多樣或大量單一品種)。根據這三項條件,再對應選擇最適合的 CNC 磨床類型:
-
CNC外圓磨床:最適合處理帶有中心孔的油壓閥芯。此類機型能確保外徑的高精度磨削,達到次微米(Sub-micron)級的圓度、圓柱度與同軸度要求,對於需要承受斷續磨削(Interrupted cuts)的閥芯控制槽尤為重要。
-
CNC無心磨床:適合大批量生產需求。雖然外圓磨床在處理多品種、小批量或組配生產(Match Grinding)時具備工藝靈活性,但若追求高產量通量,無心磨床能在高效加工的同時維持穩定的尺寸公差。
-
CNC內圓磨床:若閥體內孔有嚴格的尺寸與圓度公差(通常限制在數微米內),則必須使用內圓磨床進行精密研磨,以確保內徑的高精度,達成閥芯與閥體之間的精密配合。
〈延伸閱讀:液靜壓技術:無心磨床加工穩定性的關鍵推手〉
TOPKING CNC磨床選型指南
外圓磨床推薦機型
無心磨床推薦機型
- NC無心磨床:H-4520-NC(可依需求規劃通過式研磨或停止式研磨)
- CNC無心磨床:H-4520-CNC(可依需求規劃通過式研磨或停止式研磨)
〈延伸閱讀:從傳統NC到CNC:2NC外圓磨床的黃金定位〉
導入高階CNC磨床技術:TOPKING X-2540LM如何顛覆傳統加工?
(1).jpg)
金格科技LM系列CNC外圓磨床搭載線性馬達十字滑台,能提升機台剛性與穩定性,不僅有效縮短加工時間,更滿足高效率與高準確度的加工需求。LM系列磨床特別適用於油壓閥件、汽車零件及航太元件等高精密工件,在確保加工精度的同時提升生產效率。
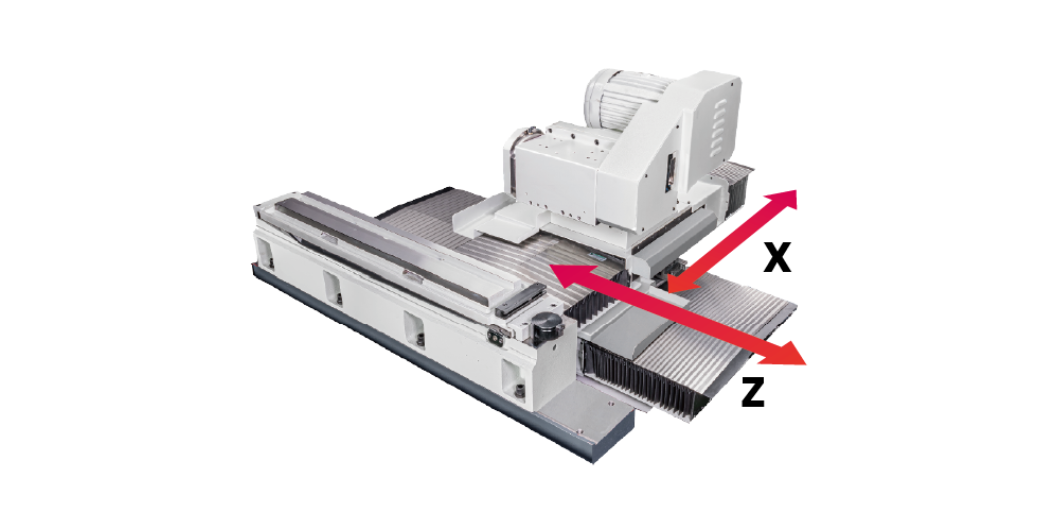
1. 十字滑台:優化廠房空間配置
與傳統磨床設計不同的是,X系列的X軸與Z軸結構採用十字滑台設計。砂輪軸座安裝於十字滑台上,進行精確的前後與左右移動,能有效控制磨削過程中的工件位置,工作台則牢牢固定在機身本體,不隨著磨削部件移動。十字滑台的設計不僅縮減了機台占地面積,還能提高加工效率,特別適合於有限空間內的生產環境。
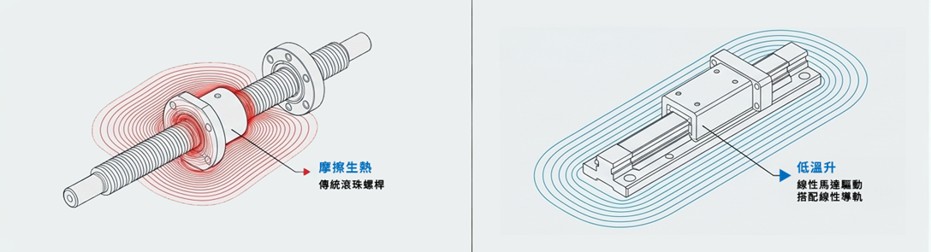
2. 線性馬達驅動X進給軸:加工品質穩定如一
X-LM系列採用線性馬達搭配高精度線性滑軌,消除機械摩擦與進給背隙,標配X軸全閉式回路控制光學尺,確保高精度進刀與動態響應。相較於傳統滾珠螺桿傳動,X-LM系列簡化了機械結構、減少零件數量並提升空間利用率,使設備運行更穩定、維護需求更低。由於無接觸的驅動方式不會造成機械磨損,有助於提高加工一致性並延長設備壽命,降低後續的維護成本與停機風險。
.jpg)
3. 雙驅動工作主軸台:避免夾緊變形,提升換線速度
可選配雙驅動工作主軸台及尾座,採用雙頂心同步驅動設計,搭配伸縮式主軸,可簡化工件夾持方式,降低夾治具設計的複雜度,無需額外考量驅動方式。雙驅動工作主軸台的主軸伸縮機構突破傳統尾座讀行程限制,使設備能快速適應不同長度的工件,大幅減少更換工件時的尾座調整工序,提升生產調度的靈活性。
〈延伸閱讀:CNC磨床如何挑選?從需求出發,精準選出最適合的控制系統與機型〉

油壓閥芯與CNC磨床的自動化應用
在現代油壓閥芯與閥體的精密磨削工序中,自動化已延伸至智慧質檢與加工參數的即時互聯。TOPKING 推出的自動化解決方案,透過以下三大核心步驟,協助工廠實現智慧化生產:
1. 量測數據即時反饋
機械手臂自動夾取閥體並進行內徑的精確量測,量測到的數據會即時回傳給CNC磨床的控制器。
2. 智慧配組生產(Match Grinding)
系統自動夾取油壓閥芯並精準定位至加工區域。此時,CNC磨床控制器會根據前一動回傳的閥體實際內徑,動態調整該動作的閥芯外徑研磨參數。
3. 線上主動尺寸監控
在研磨過程中,系統採用先進的線上外徑量測技術(In-process Gauging),搭配線性馬達精準控制進刀軸向。實時監控工件尺寸,確保每組油壓閥芯與閥體都能達到完美的微米級間隙配合,降低系統內部洩漏的風險。自動化不只是提升產能的手段,更直接反映在良品率與設備稼動率的改善上。不過,自動化整合再完善,仍需倚賴機台本身面對高精密加工時的動態剛性與熱穩定性——這也正是下一個要討論的核心技術重點。
此外,這套解決方案配合了雙驅動主軸台和尾座,能縮短工件上下料與更換所需的輔助時間(Non-productive Time)。在提升生產效率與運作穩定性的同時,協助客戶建立高效的自動化生產線。
.jpg)
油壓閥芯怎麼磨才精準?高階CNC磨床的加工亮點
在評估用於油壓閥芯加工的 CNC 磨床時,除了自動化整合度外,更需關注設備在面對高精密加工時的動態剛性與熱穩定性。以下是針對閥芯製程三大常見難點所設計的關鍵技術:
1. 抑制斷續切削的顫振
油壓閥芯表面通常設計有多個控制槽與油孔,導致磨削製程中頻繁出現斷續磨削(Interrupted Cutting)。當砂輪高速接觸這些斷續表面時,產生的衝擊易引發微小顫振,進而影響加工表面粗糙度或造成局部幾何尺寸變形。
為此,機台採用十字滑台結構與高剛性鑄件機身,提供良好的結構剛性與吸震(Vibration Dampening)特性,能吸收斷續磨削帶來的衝擊力,確保閥芯表面粗糙度的穩定性與一致性。
2. 線上砂輪修整與尺寸補償
液壓閥芯普遍採用高硬度合金鋼或經熱處理的材料,加工時砂輪磨損速度較快。一旦砂輪幾何形狀因磨損而微幅改變,閥芯的圓柱度(Cylindricity)與直線度(Straightness)便會隨之劣化。
本設備配備線上砂輪修整與補償機制,可根據製程需求配置多種修整型式(如單點式修整器或鑽石滾輪)。系統可於自動化加工循環中,定期對砂輪進行形狀修整,並由控制器即時進行尺寸補償,確保砂輪維持穩定的切削能力,避免因砂輪鈍化而影響加工精度。
3. 熱變位控制
磨床在高速且長時間運轉下,傳動系統的機械摩擦與切削液的溫度波動,皆會導致機台結構發生微小的熱膨脹。對於配合間隙要求嚴格的高階閥配磨來說,結構熱變位是影響批量穩定性的主因。
為了降低熱變位的影響,特定系列(如 X-LM 系列)採用線性馬達驅動,減少傳統滾珠螺桿因機械摩擦所產生的熱源。透過降低傳動系統的發熱量,有助於維持機體熱平衡,確保連續量產時的閥芯尺寸穩定度。
〈延伸閱讀:非圓研磨的精密革命:為什麼線性馬達是曲軸與凸輪加工的唯一選擇?〉
CNC磨床與油壓閥芯常見問題
1. 如何挑選適合加工油壓閥芯的CNC磨床?
挑選的核心在於「幾何公差的穩定度」,高剛性機身與具備全閉迴路控制的進給軸是基本條件。油壓閥芯為了達到嚴格的配合間隙,對圓柱度與直線度要求極高。建議優先選擇配備高精度光學尺與十字滑台設計的CNC磨床,這類結構能提供良好的機械剛性並抑制加工顫振,確保批量生產時的尺寸一致性。
2. CNC磨床的熱變位對精密液壓組件加工有何影響?
機台運轉溫升導致的熱膨脹,會影響工件的精密間隙,進而干擾批量生產的穩定度。連續加工時傳動系統的機械摩擦與磨削溫升,是影響精度的主要因素。選購 CNC 磨床時,應注意進給軸的發熱管理,例如特定系列採用溫升較低的線性馬達驅動取代傳統滾珠螺桿,有助於維持機體熱平衡,維持連續生產時的尺寸穩定度。
3. 斷續切削的作業下,CNC 磨床如何維持良好的表面粗糙度?
關鍵在於機台的結構剛性與伺服系統的動態補償速度。帶有控制槽或油孔的油壓閥芯,在研磨時會產生頻繁的斷續磨削衝擊。具備良好剛性的CNC磨床會透過高剛性鑄件結構來吸收這些微小振動,從而穩定達到要求的表面粗糙度與加工品質。
結論
油壓閥芯的加工容錯率極低,任何設備選型上的妥協,都可能在批量生產中放大成品質波動。對製造商來說,選擇合適的 CNC 磨床,不只是採購決策,而是對產線穩定性與長期維護成本的整體投資。TOPKING 磨床透過線性馬達驅動、十字滑台結構與閉迴路尺寸補償,在自動化研磨生產線的場景中,協助客戶實現閥芯閥體配合間隙的批量穩定控制。如果您正在評估外圓磨床選型,或希望了解如何將現有產線升級為全自動化磨削方案,歡迎聯絡我們,我們可以依您的工件條件與產量需求,提供具體的機型建議與加工測試方案。
〈延伸閱讀:沒有煩惱,只有高效:輕鬆擺脫研磨瓶頸〉
.jpg)


金格科技
金格科技股份有限公司成立於2007年,是台灣先進精密磨床製造公司,專注研發與生產高品質磨床設備,產品涵蓋外圓磨床、十字滑台式外圓磨床、異形研磨專用機與液靜壓無心磨床等。金格科技具備完整研發、生產製造、技術諮詢、測試研磨、教育訓練與售後服務能力,並以嚴格品質管制、專業技術團隊與準時交貨為核心優勢。產品廣泛應用於汽車、航空、醫療設備、精密機械等產業,銷售網絡遍及五大洲二十餘國,持續以創新研磨技術與客製化解決方案,成為客戶信賴的加工技術夥伴。