PRODUCTS

- 首頁
- 產品介紹
- 無心磨床
- 液靜壓無心磨床 | CNC 系列
- H-4520-CNC
液靜壓無心磨床 | CNC 系列
H-4520-CNC
無心磨床介紹
金格科技 靜壓無心磨床-H系列,以 液靜壓技術為核心,具備極高精度、低磨耗與長期穩定性確保加工品質始終如一。砂輪主軸、調整輪主軸及進刀軸(下滑軌)藉由靜壓油膜支撐,實現無接觸運行,避免機械磨損,確保長時間加工仍能維持高精度。
其高剛性與阻尼特性能有效減少震動影響,提升加工穩定性與表面品質。最小進給量可達 0.0005mm,確保工件擁有優異的 圓度、表面品質與尺寸精度。
| 加工能力
工作物直徑:Ø1~ Ø45 mm
標準砂輪:Ø455 x 205 x Ø228.6(7A) mm
砂輪線速度:33 m/sec (45 m/sec)
標準調輪:Ø255 x 205 x Ø127(7A) mm
調整輪轉速:10 ~ 300 rpm
停止式研磨最長研磨長度: 200 mm
機台特色

人性化操作系統
■ 最新的數控伺服科技
■ 程式編輯運用靈活,符合各式加工需求。
■ 人性化操作面板設計,配置多項快捷鍵及緊急停止按鈕,使操作更安全、更簡易。
■ 彈性化的套裝軟體可佩各式的自動送收料系統(選配)
■ 控制系統可選擇 三菱/發那科/西門子。
高剛性機體
■ 機體採用米漢娜鑄鐵製成,經燒炖處理及時效處理後再加工。滑軌經過高週波硬化處理、精密研磨,機體材質穩定,無變形之疑慮,耐磨耗性優異。


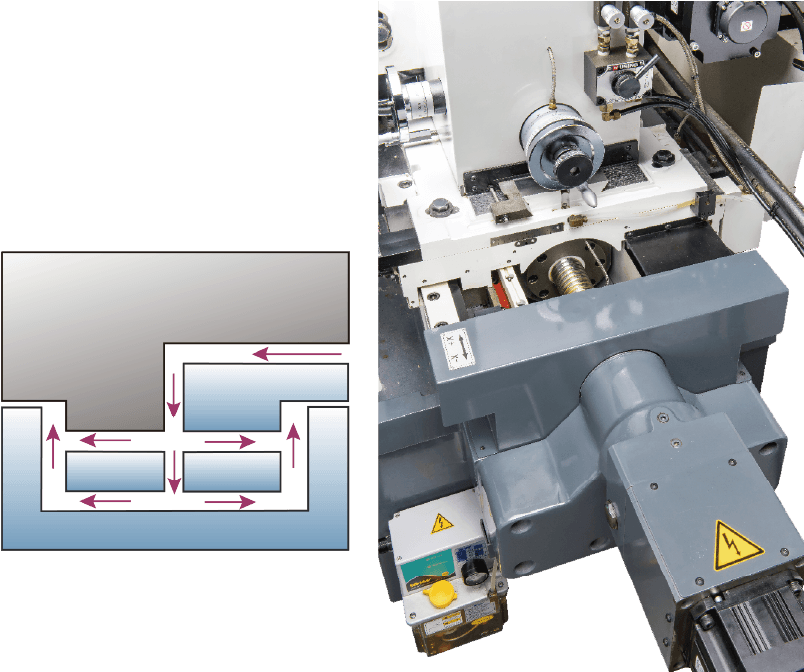
採用靜壓主軸及滑軌的優勢
■ 無金屬間磨耗,提升機器的使用壽命■ 低金屬摩擦,加工時溫升低、不易變形,提升加工穩定性及工件精度。
■ 高壓油膜包覆主軸周圍,適合高速旋轉。
■ 高精度應用及恆定的旋轉,確保迴轉精度。
油溫冷卻系統
■ 油溫冷卻系統搭配油溫冷卻機,有效的維持油溫恆溫,防止主軸因油溫的變化而影響加工精度。


蓄壓保護裝置
■ 標準配置液壓皮囊式蓄壓器,作為機器在非預期的狀況下斷電時的緊急應變支援。特殊的蓄壓器設計,能促使靜壓油在因斷電造成的壓力下降時,回流至主軸的靜壓系統中。可避免主軸在高速運轉的狀態下因斷電導致靜壓油膜瞬間喪失而造成的損壞。
靜壓進刀滑軌
■ 下滑台採用精密型自動潤滑靜壓結構,滑動順暢、快速,進刀精準,使加工更穩定。
■ 下滑軌採伺服馬達驅動,搭配諧和式減速機。其結構特性降低背隙產生、增加扭力,提升加工效率及穩定加工品質。
■ 微調式進刀裝置,手動最小進刀量可設定0.001mm。數值控制可設定最小進刀量為0.0005mm,以滿足各種工件精度要求。
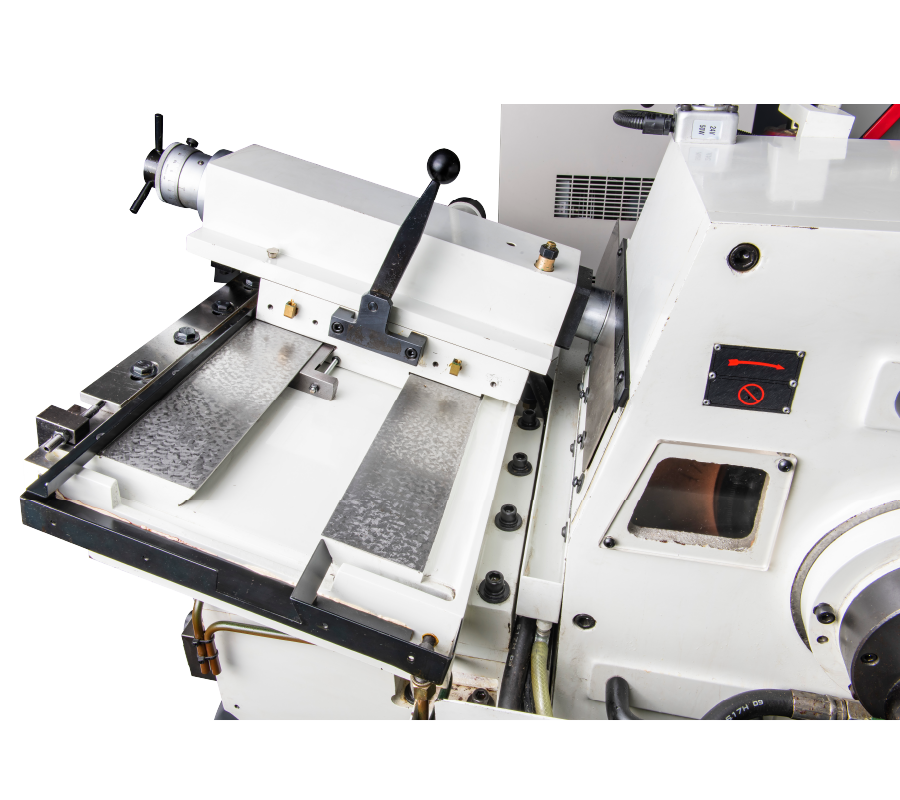
砂輪修整結構
■ 砂輪修整座的下滑道為下凹鳩尾槽設計。配合差大滑道面,大幅提升砂輪修整時的穩定性。
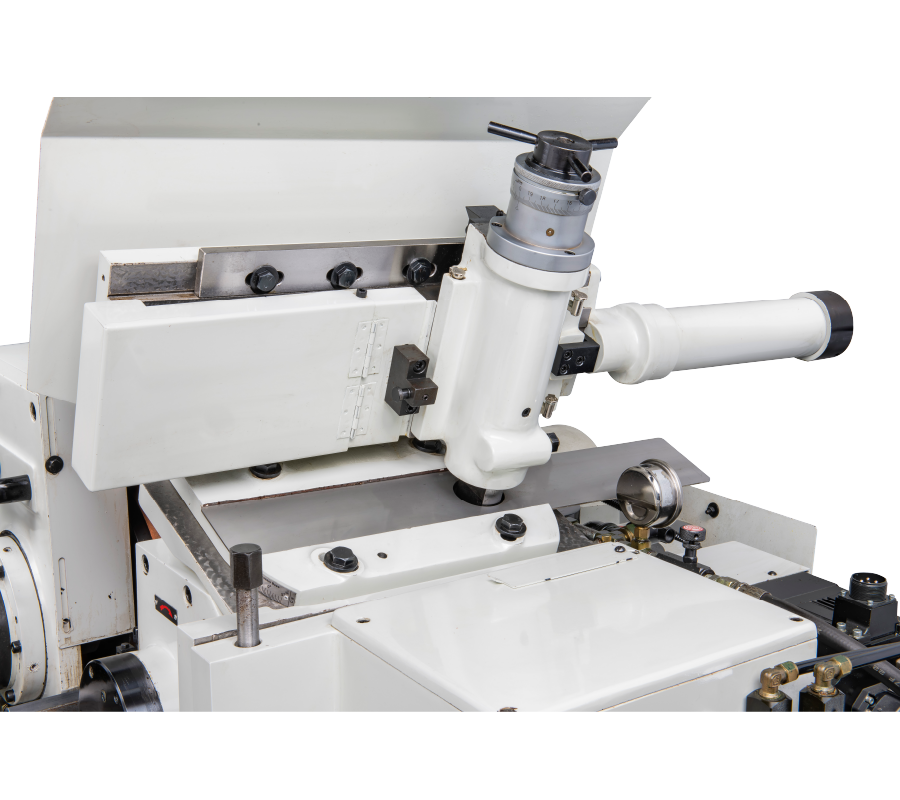
砂輪與調整輪修整裝置
■ 採用特殊合金鑄鐵製成,經燒炖處理,耐磨耗。
■ 修整座由油壓前後驅動,亦可搭配伺服馬達,做成型修整。
■ 修整速度無段變速調整
■ 調整輪修整座可依工件需求做角度調整,確保工件圓筒精度。
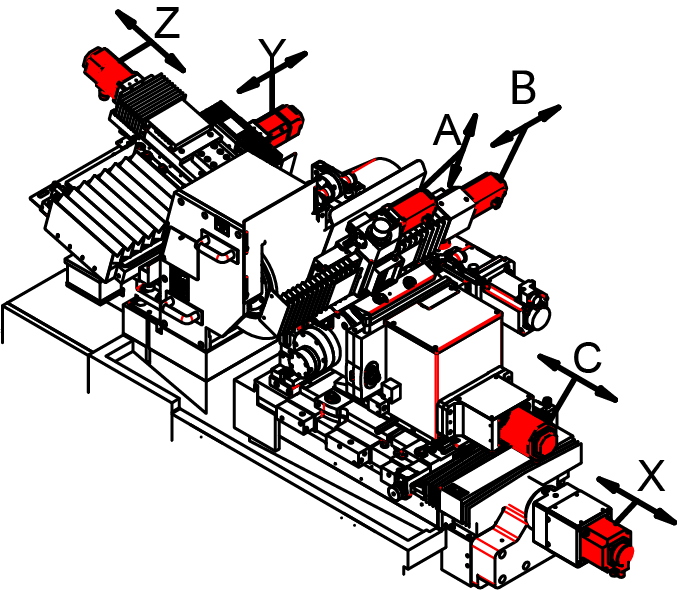
軸向組合-CNC 系列適用
■ Z軸控制: 砂輪軸自動修整(垂直軸)
■ Y軸控制: 砂輪自動修整(水平軸)
■ A軸控制: 調整輪自動修整(垂直軸)
■ B軸控制: 調整輪自動修整(水平軸)
■ C軸控制: 調整輪上滑板自動進刀
■ X軸控制: 調整輪下滑板自動進刀
機台規格表
| 能力 | |
|---|---|
| 工作物直徑 | Ø1 ~ Ø45 mm |
| 停止式最大長度 | 200 mm |
| 自動進給最小設定值 | 0.0005 mm |
| 砂輪 | |
| 尺寸(外徑 x 寬度 x 內徑) | Ø455 x 205 x Ø228.6(7A) mm |
| 線速度 | 33 m/sec (45 m/sec) |
| 調整輪 | |
| 尺寸 (外徑 x 寬度 x 內徑) | Ø255 x 205 x Ø127(7A) mm |
| 調整輪轉速 | 10 ~ 300 rpm |
| 調整輪傾斜角度 | +5° ~ -3° |
| 調整輪旋轉角度 | ±5° |
| 手輪 | |
| 上滑軌進刀手輪 | 4 mm/rev. (0.05 mm/graduation) |
| 下滑軌微調手輪 | 0.08 mm/rev. (0.001 mm/graduation) |
| 修整進刀手輪 | 2 mm/rev. (0.01 mm/graduation) |
| 馬達 | |
| 砂輪馬達 | 7.5 kW (6P) |
| 調整輪馬達 | 3.5 kW (servo motor) |
| 下滑板進刀馬達(X軸) NC 1軸 | 1.0 kW |
| 潤滑油泵浦 | 1.5 kW |
| 冷卻液泵浦 | 0.18 kW |
| 油溫冷卻機馬達 | 0.37 kW |
| 容器容量 | |
| 潤滑油箱 | 90 L |
| 水箱 | 160 L |
| 機器 | |
| 尺寸(長x寬x高) | 3050 x 1710 x 2100 mm |
| 淨重 | 4300 kg |
*本公司保有機械規格變更之權利,恕不另行通知。
配件
標準配件
■ 砂輪與砂輪法蘭 x 1 組
■ 調整輪 x 1 組
■ 停止式標準刀架及刀片 x 1 組
■ 通過式標準刀架及刀片 x 1 組
■ 鑽石修刀(2支/組) x 1 組
■ 電器箱標準附件 x 1組
■ 潤滑油箱 (含泵浦、油溫冷卻機及蓄壓裝置) x 1組
■ 冷卻水箱 (含泵浦)x 1 組
■ 工作燈 x 1 組
■ 工具 (含腳墊)及工具箱 x 1組
選購配件
■ 平衡台及棒
■ 成型模板&支持刀片
■ 鑽石滾輪修整裝置
■ 油壓退料裝置(停止式)
■ 油壓上下起落架
■ 通過式研磨自動送料裝置
■ 通過式研磨自動送料裝置(切齒式)
■ 通過式研磨自動收料裝置
■ 長棒支持架(手動V型)
■ 停止式自動送收料
■ 震動盤自動送料(通過式)
■ 全罩式鈑金
■ 電磁除屑機
■ 紙帶過濾機
■ 水力分離機
■ 砂輪吊架組
