BLOG
克服細長軸變形:從農機輸出軸研磨,聊聊 30°斜進加工的實務優勢



在精密零件加工的產線上,農機齒輪箱的輸出軸(Output Shaft)一直是非常考驗技術的工件。這類零件為了承受高扭力,外徑、階梯端面、花鍵基座和R角的精度都要求極高,否則齒輪嚙合不順,整台農機的壽命就會大打折扣。我們一起來看看這個案例背後隱藏的製程盲點,以及如何透過調整加工邏輯來見招拆招。
同一次裝夾的製程整合:彈性應對不同剛性的工件需求
除了加工力學的分配,X-2540A的30°斜進式結構在實務上能為產線省下大量時間,核心關鍵就在於「一次裝夾(One-Time Clamping)完成多道工序」的應變能力。在真實的產線生態中,我們會遇到截然不同的工件結構,而30°斜進磨床都能給出很聰明的製程解法:
案例1,細長比及端面面積較大的工件
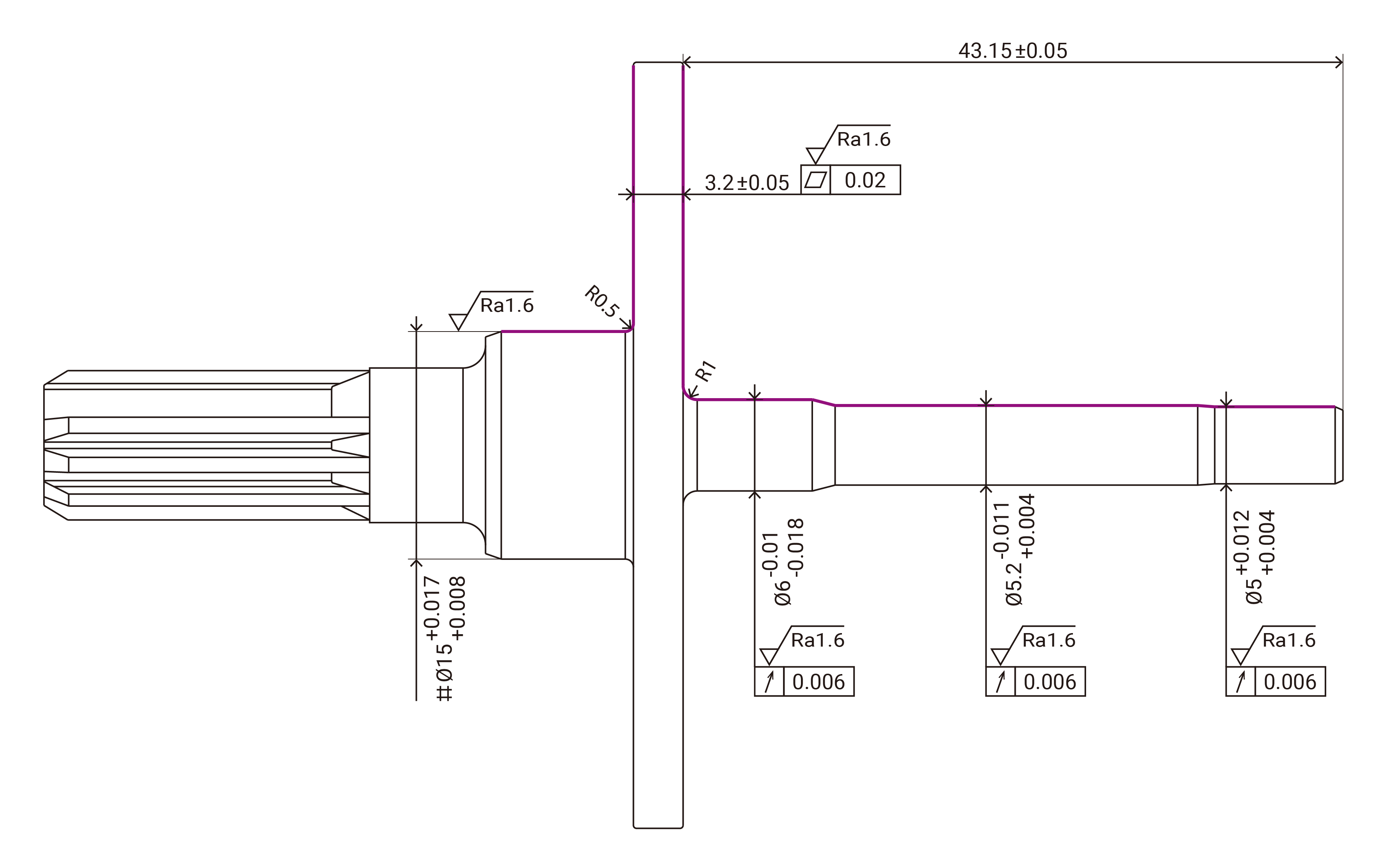
看到這張輸出軸圖面,右側是直徑僅6 mm的細長軸,中間帶著一個大直徑的法蘭盤端面。在這種剛性落差極大的情況下,如果貪快而強行用砂輪同時硬磨外徑與大端面,大面積的接觸應力還是可能讓細長軸產生微量退讓。因此,現場更穩健的工藝邏輯是:在同一次裝夾下,採取分道工序,先研磨外徑,隨後立即切換研磨端面與R角。雖然它無法在同一秒鐘一刀完成,但因為 X-2540A 具備靈活的兩軸聯動進給,整個過程完全不需要重新上下料,更不必二次裝夾。這不僅省下了反覆上下料與調機的隱形時間,更重要的是,外圓、大端面與根部R角R1、R0.5是在同一個夾持基準點下由 CNC 軌跡連續完成。這讓法蘭盤要求的0.02 mm平行度,以及端面垂直度,都能在不累積裝夾公差的情況下被穩穩鎖定。
案例2,剛性較佳、非對稱的工件
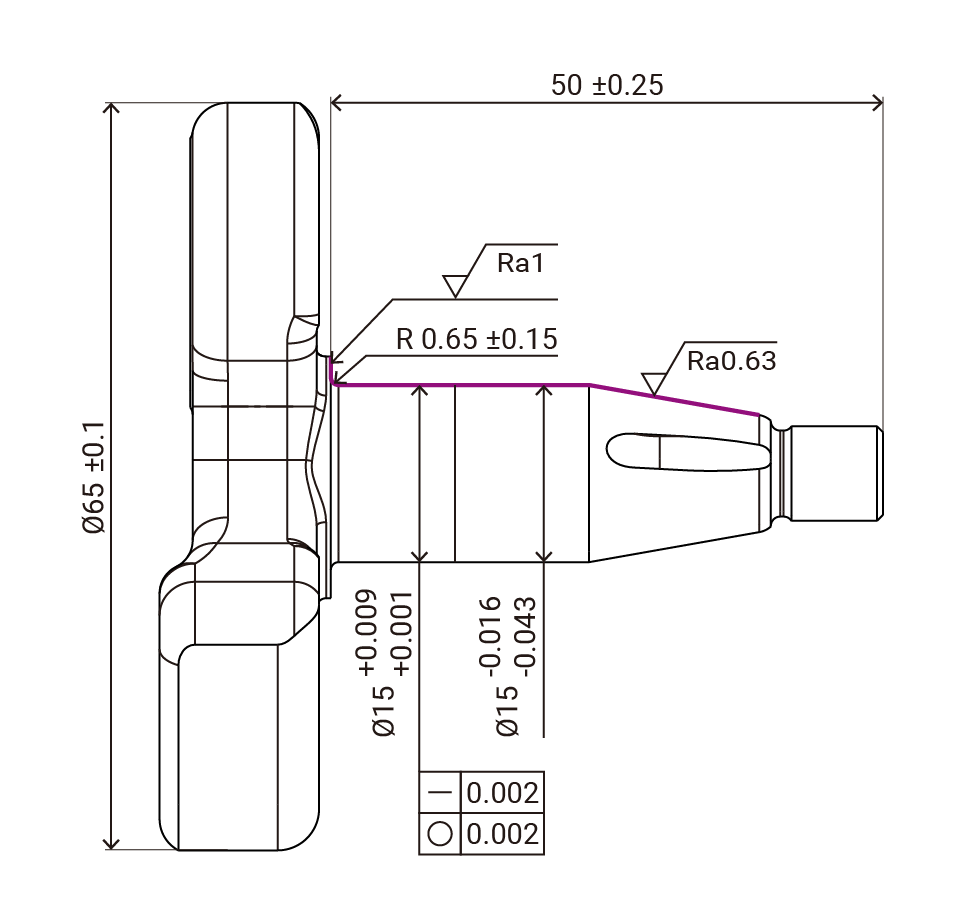
如果是農機或小型動力引擎的曲軸組件,例如這款曲軸單邊(Crankshaft Half)。左側同樣帶有大直徑65 mm的配重盤面,但右側主要研磨軸徑達到15 mm,整體結構的剛性非常充足,足以承受更穩固的切削力。
然而,這類工件的靈魂在於精度控制。圖面上嚴格要求了0.002 mm的直線度與圓度,同時根部還必須磨出一個0.65 ±0.15 mm的精密圓弧。
面對這類剛性足夠、但公差步步緊逼的工件,斜進式外圓磨床的30°斜進優勢就能毫無保留地釋放。砂輪沿著斜向切入,在外徑研磨完成的同一瞬間,端面與根部R 0.65也能同步研磨到位。這種「外徑與端面一刀同時完成」的研磨,直接把傳統兩道工序濃縮成一道。這不僅讓加工循環時間(Cycle Time)大幅縮減,更因為減少了加工切削力的變化,能完美守住0.002 mm的圓度與直線度,非常適合追求高產能與極致品質的批量生產。
- 產線工時的靈活調配:無論是像案例2實現一刀同步完成,還是像案例1為了保護細長軸精度而採取的同裝夾分步研磨,都徹底省去了傳統製程中「搬運工件、換機台、重新校正頂緊力」的無效等待,讓加工循環時間維持在極佳的效率區間。
- 出色的累積公差控制:加工業界都知道,「只要工件鬆開重新夾一次,公差就會跑一次」。X-2540A 最大的價值就在於,無論工件形狀多麼考驗製程,它都能確保外圓、多階梯端面與精密R角在「同一次裝夾」下搞定。這消除了裝夾之間的人為與機械累積公差,既賦予了產線靈活的工藝彈性,更維持住了微米級的嚴苛精度。
批量試磨時,為什麼0.006 mm的跳動公差總是守不住?
在案例1中,這個工件最棘手的地方在於右半邊的軸段。工件的直徑分別只有Ø6 mm、Ø5.2 mm和Ø5 mm,但懸空延伸的長度卻高達43.15 mm。這種細長比的剛性較低,加工時極易發生彈性變形。
加工這類工件時,大家常遇到一個兩難:為了把工件夾穩、防止中心孔打滑,現場常會調大油壓尾座的頂緊力,但一不小心就把這根直徑才5、6 mm的細長軸給壓彎了。
傳統的直進式研磨(Plunge Grinding),砂輪一推進就是100%的滿刀面積直接與工件外圓接觸。這種大面積磨削會產生極大的徑向推力,直接把細長軸往後推,也就是大家常說的「讓刀」現象。
這就解釋了為什麼許多工廠會遇到:調機時第一件量起來沒問題,但開始批量生產後,圖面上三個嚴格要求在 0.006 mm (6um) 以內 的圓周跳動(Runout)公差就開始失控。即便針對大端面或 R1 mm、R0.5 mm 的根部內角採取磨一件、修一次砂輪的方式,也無法解決工件在研磨當下受力逃跑、彈開的物理應力。
30°斜進式緩進給:把「面切削」轉化為「循序漸進」的輕快切削
為了解決細長軸讓刀導致偏擺超標的硬傷,X-2540A斜進式外圓磨床給出了一個很合適的解法:30°斜進式砂輪頭座。這個設計改變了傳統直進的進刀邏輯。30°頃角把研磨切削力均勻分攤到軸向與徑向。加上X軸與Z軸的精密聯動,砂輪不再是整面橫向推壓,而是沿著斜向軌跡進行「緩進給(Progressive Feed)」。
你可以把它想像成循序漸進的切削,砂輪與細長軸的瞬時接觸面積縮小了,徑向推力自然大幅降低。工件在加工時不受力退讓、不產生微量彎曲,批量生產時的0.006 mm跳動公差自然就能穩穩守住。搭配低摩擦的精密線軌滾珠螺桿,和抗震的高剛性米漢納鑄鐵機身,給了細長軸一個非常穩固的加工環境。
顧及發熱與即時補正的製程細節
同時,機台兩軸都標配了全密閉的封閉式高解析度光學尺,杜絕冷卻液汙染並確保全閉回路定位。配合可選配的主動式外徑自動量測裝置,在加工時即時線上量測,把數據回饋給系統做自動補正。現場人員操作時,也不需要輸入複雜的G碼,透過內建的圖形對話式介面(GUI),看著圖形引導就能完成工序設定。
如果你剛好也有相似的案例而感到煩惱。歡迎聯繫我們的技術團隊進行加工模擬評估!

金格科技
金格科技股份有限公司成立於2007年,是台灣先進精密磨床製造公司,專注研發與生產高品質磨床設備,產品涵蓋外圓磨床、十字滑台式外圓磨床、異形研磨專用機與液靜壓無心磨床等。金格科技具備完整研發、生產製造、技術諮詢、測試研磨、教育訓練與售後服務能力,並以嚴格品質管制、專業技術團隊與準時交貨為核心優勢。產品廣泛應用於汽車、航空、醫療設備、精密機械等產業,銷售網絡遍及五大洲二十餘國,持續以創新研磨技術與客製化解決方案,成為客戶信賴的加工技術夥伴。