BLOG
非圓研磨的精密革命:為什麼線性馬達是曲軸與凸輪加工的唯一選擇?
March 05,2026

X-Series CAM如何透過「零背隙」技術,在異型研磨中還能保證3 μm的極致圓度
精密製造的新標準
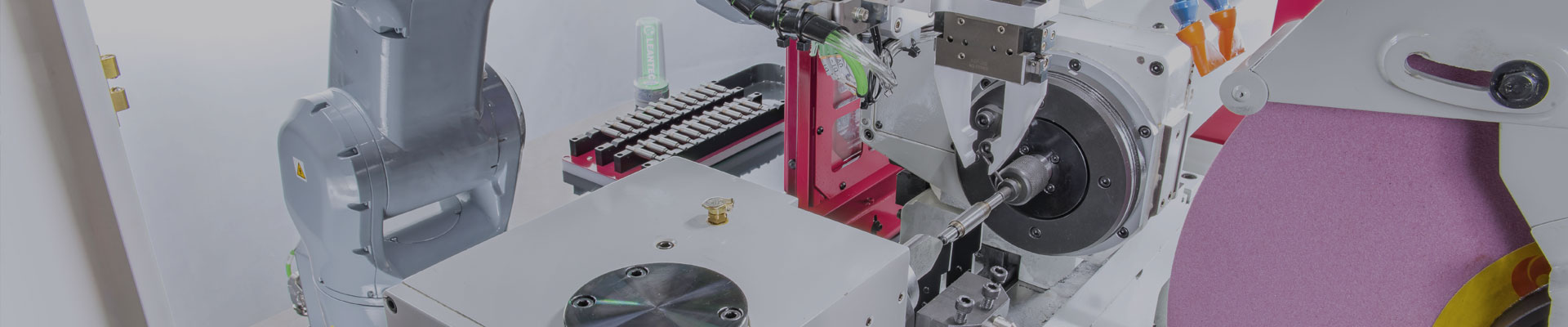
在精密製造中,面對曲軸、凸輪軸或非對稱沖棒等複雜工件時,傳統的外圓研磨技術已經難以滿足嚴苛的精度與效率需求。X-Series CAM系列磨床專為「非圓輪廓」與「偏心圓」加工而生。透過線性馬達驅動與十字滑台結構,我們解決了傳統機械傳動中的背隙與延遲問題,為客戶提供異型研磨的一站式解決方案。
技術核心:什麼形狀能磨?適用於哪些產業?
在評估非圓研磨需求時,形狀的「連續性」與「凹陷程度」是技術判斷的關鍵:
優勢加工領域與適用產業:
- 偏心圓與曲軸:廣泛應用於農業機械(曳引機、收割機)、空壓機節能轉子及泵浦偏心軸。
- 凸輪與多邊形:適用於紡織機械凸輪、汽車引擎配氣系統、精密沖壓模具之沖棒(如三角形、六角形)。
- 複雜輪廓:只要輪廓曲線半徑大於砂輪半徑,且升程變化在軟體模擬路徑內均可加工。

加工限制提醒:
- 凹半徑限制:若工件表面凹陷的曲線半徑小於砂輪半徑,砂輪將無法進入該區域加工。
- 尖銳內凹:研磨工法無法加工內凹槽的內轉角度,必須保留最小砂輪半徑的圓角。
- 動態補償:在非圓研磨中,砂輪必須隨著工件旋轉角度快速前後移動。若零件形狀在極短的角度內有劇烈的高度變化,可能會超過馬達即時補償的速度極限。我們建議加工前先透過TWCAD軟體進行模擬,確保砂輪能順暢追隨輪廓路徑 。

核心優勢:線性馬達驅動與十字滑台結構
許多經營者在洽談時常問:「傳統螺桿也能磨,為什麼非要線性馬達?」答案在於「設備的使用壽命與精度」。
1. 零背隙、零磨損的長期價值
傳統滾珠螺桿依靠機械接觸傳動,在高頻率往復運動下會產生磨損與背隙。線性馬達由線圈與永久磁鐵組成,具備無耗損(No attrition)特性,即便長期使用也沒有背隙(No backlash)問題,能確保持續穩定的高加速度反應與能源節省。
2. 十字滑台與VDI 3441精度標準
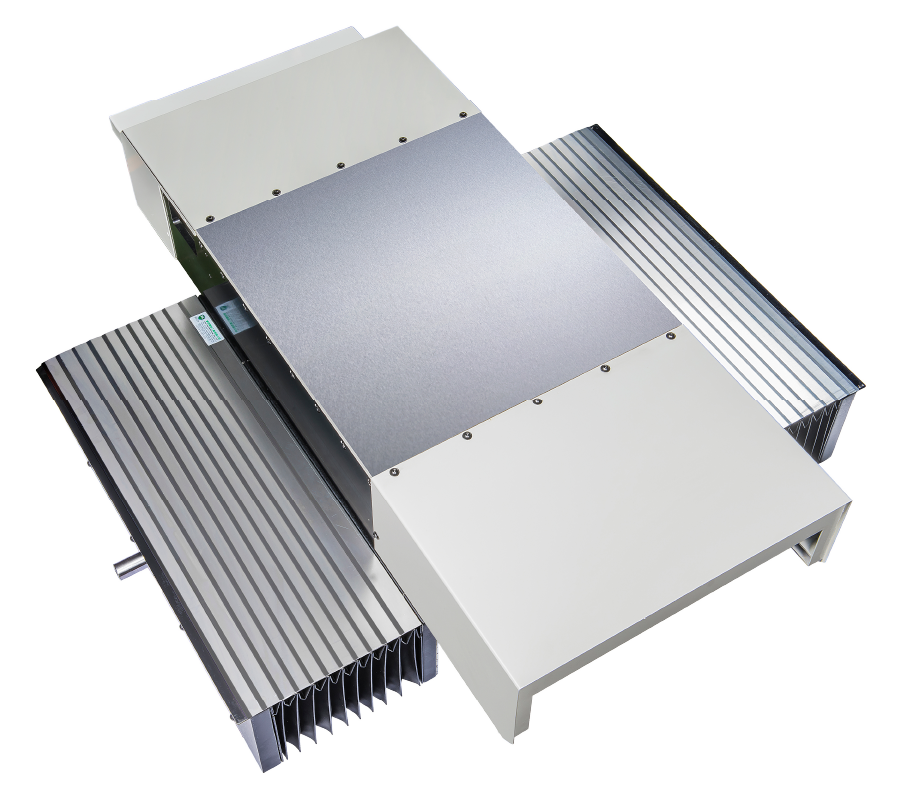
X-Series十字滑台系列,將X軸與Z軸整合於同一組十字滑台結構中。兩軸之間的幾何關係在出廠組裝與校正時就一次性建立,即使經過長時間運轉與使用,仍能維持穩定不變 。
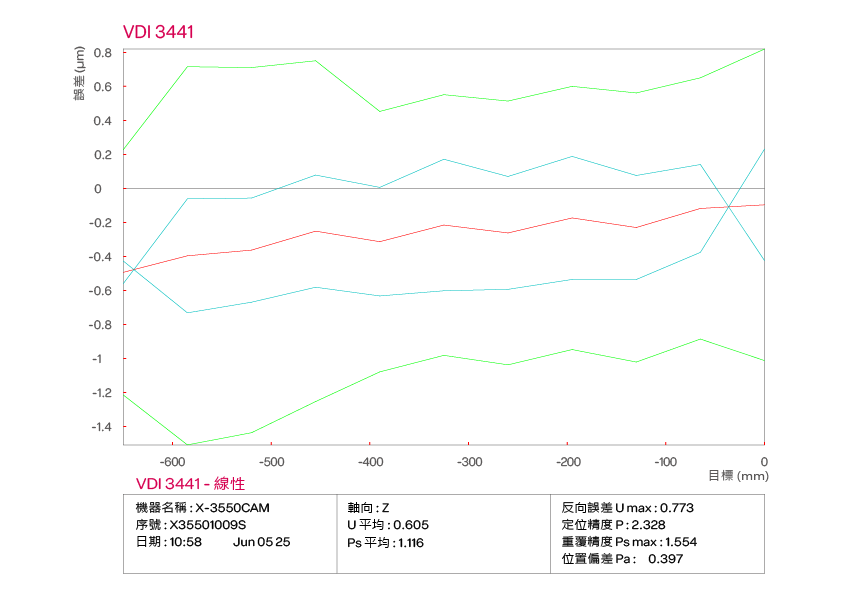
為了驗證這種結構的優越性,每台設備均通過嚴格的VDI 3441精度檢驗。根據實測數據:
- X軸定位精度:展現了極高的位置精準度,位置偏差(Pa)僅約0.348 μm。
- Z軸重複精度:即便在長距離移動下,重複精度(Ps max)仍維持在1.554 μm左右。
- 極小反向誤差:X軸的反向誤差(U max)僅0.398 μm,證明了線性馬達幾乎消除了物理背隙,是確保加工精度不隨時間衰減的關鍵。
基於優異的機械基礎,結合X軸線性馬達、C軸DD馬達與環型光學尺的高速同步控制,我們能確保砂輪進給隨角度即時補償,從而保證研磨的圓度控制在3 μm以內,並避免因遲滯造成的輪廓惡化。

3. 偏心圓軸研磨案例分享
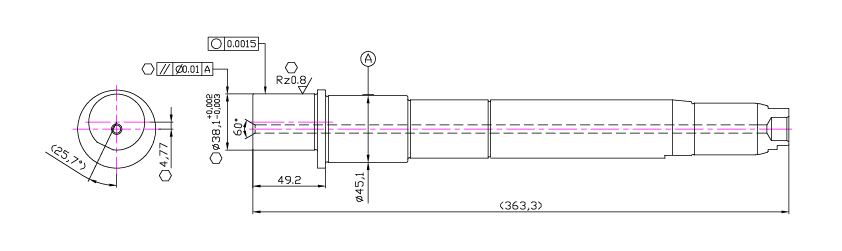
在這個研磨應用中,我們針對偏心軸零件進行了研磨測試。透過線性馬達的高速追隨能力與十字滑台的穩定結構,該工件在嚴苛的檢驗標準下展現了卓越的品質:
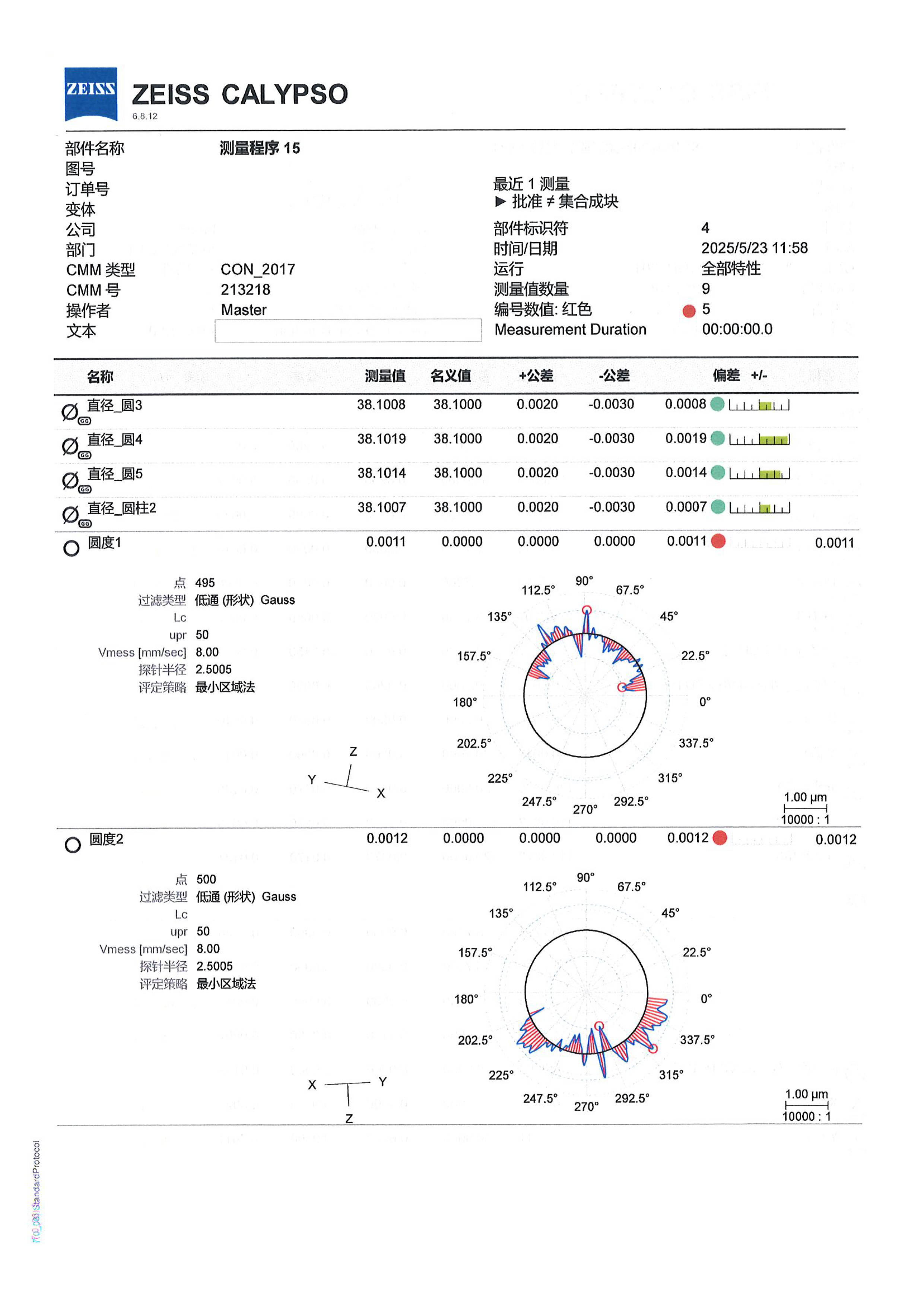
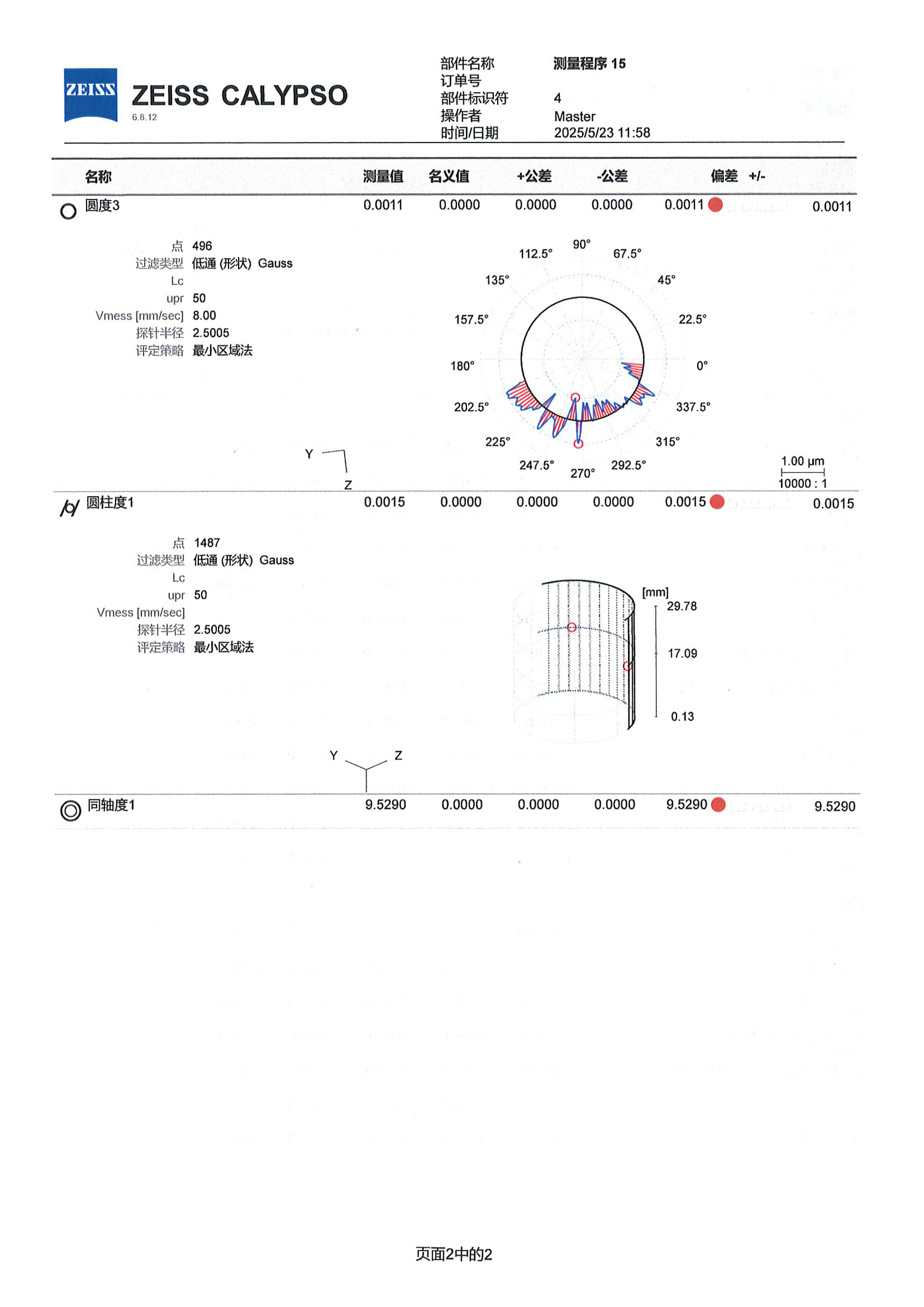
- 圓度表現:根據CMM檢測結果,工件多個截面的圓度分別達到1.1 μm、1.2 μm及1.1 μm。
- 圓柱度與尺寸控制:實測圓柱度僅為1.5 μm,且直徑尺寸精準控制在38.1007 mm至38.1019 mm的公差範圍內。
- 幾何精度保障:X-Series CAM在處理偏心量達4.7645 mm的工件時,依然穩定實現優於3 μm內圓度。
4. 十字滑台設計 vs. 傳統分離式設計
相較於傳統將X/Z軸安裝於不同機構上的分離式設計,十字滑台在動態性能與長期精度上具有顯著優勢:
| 項目 | 十字滑台設計 (X/Z Cross Slide) |
傳統 X/Z 分離式設計 (T-TYPE BASE) |
| 軸向配置 | X軸與Z軸整合於單一十字滑台模組 | X軸與Z軸分別安裝於不同機構結構上 |
| 幾何關係 | 幾何關係於組裝時一次建立,並可長期維持穩定 | 幾何關係仰賴多個機構部件之對位與校正 |
| 插補精度 | 動力鏈集中,插補精度高 | 插補精度易受累積結構公差影響 |
| 動態性能 | 移動質量低,力傳遞路徑短 | 移動質量較高,尤其Z軸(工作台)負載較重 |
| 加減速能力 | 表現優異,適合高頻率運動 | 受軸向質量與結構慣性限制 |
| 跟隨誤差 | 高速插補下跟隨誤差極低 | 動態條件下跟隨誤差較高 |
| 輪廓研磨能力 |
最佳化於CAM、偏心與非圓輪廓加工 |
主要優化於傳統外圓研磨 |
| 長期精度穩定性 | 長期運轉下幾何漂移極小 | 對熱變形與結構變形較為敏感 |
X-Series CAM洽談常見問題 (FAQ)
Q1:偏心圓研磨的圓度可以控制到多少?
A:圓度可控制在3 μm以內。
技術重點:透過X軸線性馬達與C軸DD馬達搭配環型光學尺的高速同步控制,使砂輪進給可隨角度即時補償,避免背隙與延遲造成精度惡化。
Q2:換線(更換工件)需要多久?
A:已加工過的工件可在1小時內完成換線。
技術重點:偏心圓工件可直接透過人機介面的內建圖形修改參數;非偏心圓工件(如凸輪、沖棒)則由CAD/CAM建檔,後續換線速度極快。
Q3:升程檔如何轉成加工路徑?
A:使用TWCAD可將Excel升程檔直接轉為CAD與研磨動作。
技術重點:匯入升程數據後,軟體生成輪廓並模擬砂輪X–C軸作動,預先檢查輪廓連續性以確保研磨穩定。
Q4:為什麼非圓研磨一定要使用線性馬達?
A:因為非圓加工需要「高速、連續、即時補償」的進給控制。
技術重點:線性馬達具備無背隙與高加速度反應特性,移動速度可達15,000 mm/Min,能準確追隨非圓輪廓。
Q5:為什麼CAM研磨需要十字滑台結構?
A:為了確保兩軸間的幾何關係在長時間運轉後仍維持穩定不變。
技術重點:結構整合使插補運動路徑更精確,即使長期使用,幾何誤差漂移仍維持在極小範圍內。
Q6:售後服務包含哪些內容?
A:我們提供從交機訓練到即時遠端支援的全方位後援。
- 首台交機與教育訓練:確保客戶能獨立執行生產與換線。
- 即時遠端支援:遇異常狀況可透過影像或遠端判斷即時對接,縮短停機時間。
- 保固與供應:主要零件一年保固,保固後仍持續提供技術支援與零件供應,確保設備長期穩定運行。
投資X-Series,成就穩定的精密製造
X-Series CAM不僅能將圓度穩定控制在3 μm以內,滿足高精度要求,更透過線性馬達驅動與十字滑台結構,確保設備在長期使用下無損耗、零背隙,維持精度表現。選擇線性馬達系統,不僅能提升加工效益,更能大幅省下傳統設備因精度衰減帶來的維修成本與風險。
想了解更多關於您的工件是否適用於X-Series CAM研磨方案?歡迎聯繫我們的技術團隊進行加工模擬評估!